изогнутое формование рулонов HZ имеет высокое качество и отличное оформление.Что касается совместимости различных профильных деталей, то уменьшаются типичные факторы неисправности оборудования холодного формования, обеспечивается качество оборудования.снижение коэффициента отказов до минимума при отсутствии внешних причин или форс - мажорных обстоятельств является целью, преследуемой при изгибе рулона HZ.
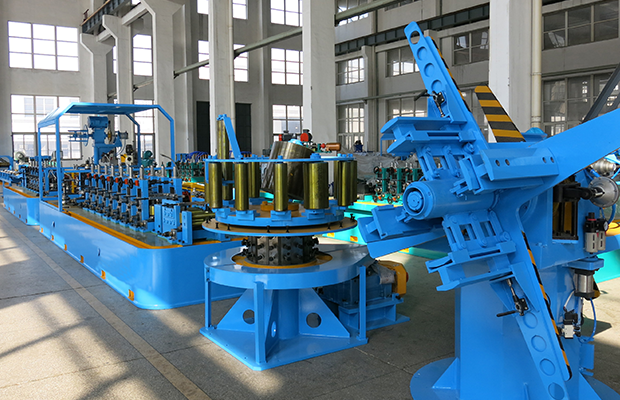
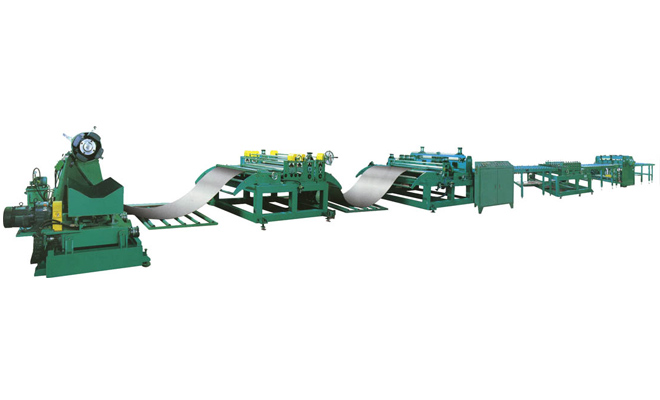
холодное формовочное оборудование с рациональным технологическим дизайном концепции, структура в целом высокая стабильность.Он состоит из питателя→ направляющая подачи→ роликовый блок→ ножницы задний→ система электронного управления PLC→ буксирная рама.Основная часть - формовочная часть валков.каждый ролик в сборе используется для механической формовки холодного валка.процесс формирования устройства в основном осуществляется приводом двигателя шестерни / цепной шестерни, для каждого валка транспортировать стабильный и разумный канал силы, заранее установить хороший силовой канал для непрерывной рулона, постепенно формирование непрерывной формы холодного изгиба.полный комплект кулачкового механизма приводит к синхронному прокрутке верхнего и нижнего валков, обеспечивает точную прокрутку и изгиб рулона.при отладке валков холодного прокатного стана
следует обратить внимание на следующее.при отладке валков холодной прокатки формовочный стан должен сначала выравнивать передние и задние концы оборудования с концами каретки, а с начала и до конца нарисовать горизонтальную линию, чтобы обеспечить выравнивание валов в одну прямую.При проверке убедитесь, что нижняя ось не отклоняется от горизонтальной линии.При регулировке интервала между верхними и нижними валами формовочной машины, промежуточное колесо должно найти правильное выравнивание, чтобы убедиться, что без отклонения задняя сторона может заблокировать обе стороны стеновой гайки.Убедитесь, что первые и последние ролики полностью выравниваются.